Entonces, ¿cómo se previene la producción de tensión de extinción durante el
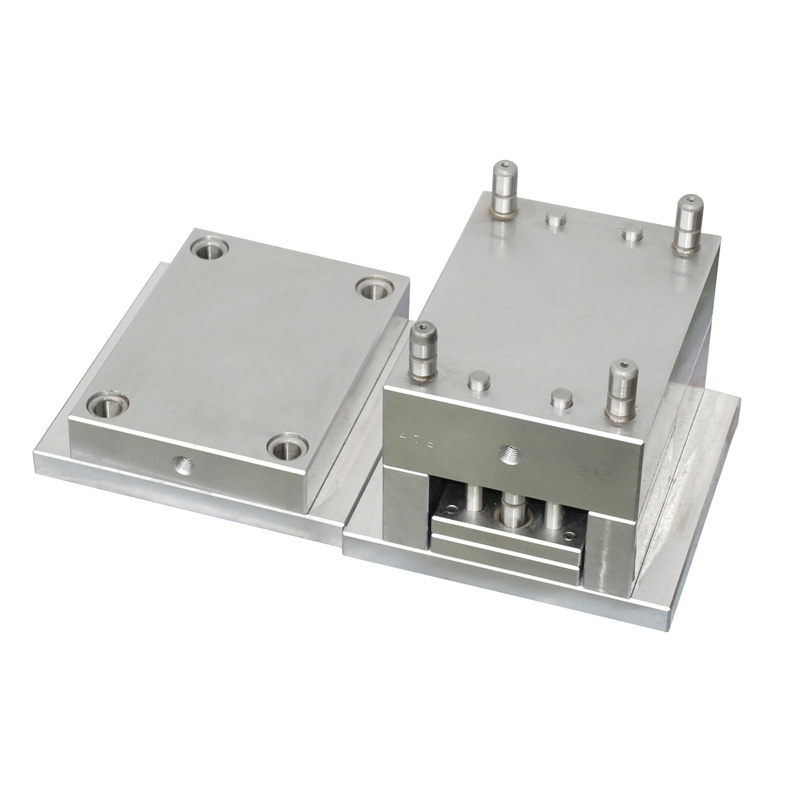
base de molde de precisión estándar¿enfriamiento?
Se debe usar un revenido para eliminar el estrés, y después del enfriamiento de los modelos estándar, hervir 30 ~ 60 minutos antes del tratamiento de enfriamiento, eliminando del 15% al 25% del estrés de enfriamiento, estabilizando el aus residual, luego se lleva a cabo - 60 ° C tratamiento de enfriamiento convencional o frío profundo tratamiento de -120°C.
Cuanto menor es la temperatura, mayor es la transición de austenita residual es el número de martensita, pero es imposible de transformar. Los resultados experimentales muestran que la austenita residual representa aproximadamente del 2 % al 5 %, y una pequeña cantidad de austenita residual puede producir una tensión y un amortiguador lentos. Dado que la austenita residual es suave y resistente, puede absorber parcialmente la energía de la rápida expansión del poder y eliminar el estrés por cambio de fase. Después del tratamiento en frío, el modelo estándar se saca en agua caliente para calentar la temperatura, y se puede eliminar el 40% -60% del estrés del tratamiento en frío. Cuando la temperatura sube a la temperatura ambiente, debe templarse a tiempo para eliminar aún más el estrés del tratamiento en frío, evitar la formación de grietas en el tratamiento en frío, obtener un tejido y un rendimiento estables, asegurando que
base de molde de precisión estándar no son deformables durante el almacenamiento y uso.